|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
Building
Up the Engine - Part 4: Bottom Half Assembly |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Last
Updated : 25/07/11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Current
Progress
Before you read this article, go to the bottom of the page and
read the last (short) update I did for this build back in July
2010, then come back and read on:
It is now late July 2011 and I have not really worked on the
1937 Inter engine for about a month (cribbed from last article,
but still holds true, other than the year has increased by +1
!). That is not to say I have lost interest, far from it, I
just have not had the time to play with it, so it has sat on
my bench with cloths placed over it (exactly the same as last
year!).
However, all is not lost. In the intervening time I have had
a lot of new items made - most of which are now up for sale,
and the remaining items will be listed in the next two weeks
(see my latest Newsletter, due out beginning of August). The
reason for the long gap between articles is my day job has meant
me working away for most of the last year (Dublin and London)
in the week, and the majority of every weekend has been spent
doing the Norton business (see seperate update), so I have had
precious little time left over to work on my own bikes. I am
philosophical about this, I would have liked to have moved further
along, and had this bke built and finished by now, but then
again, I have done lots of other useful stuff - which has kept
the bills paid, and this bike is not going anywhere - it is
still there progressing slowly in the background, every time
I get a few minutes spare. |
|
|
 Engine
sat in large lumps this time last year - July 2010.
Engine
sat in large lumps this time last year - July 2010. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Ah-haa
- So I have done something then!
Ah-haa
- So I have done something then!
July 2011: Ok, so the bike is not finished yet, but at least
I have got a bit further since this time last year! |
|
 Chassis
Update: And yes . . . even better news, I have the frame back
from a friend after pretty serious work . . . rigid Inter frame
in Racing Inter spec. More of this in a future article
Chassis
Update: And yes . . . even better news, I have the frame back
from a friend after pretty serious work . . . rigid Inter frame
in Racing Inter spec. More of this in a future article |
|
|
|
|
|
|
|
|
|
|
|
|
July
2011 Position:
So as you can see from the two photos on the left, although not
finished by any means, I have at least made some progress on both
the 37 Inter engine build, and even a bit of progress on the chassis
as well. I have also switched tac in the last 3 months so I can
get the cambox of the 38 Racing Inter sorted (see next article),
in an effort to get that running properly again, so I can do a
couple of track events in 2011
Now read on to fill in the gaps since July 2010, and catchup on
the build steps: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
August
2010: Shimming and Assembling the Bottom Half |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 The
arrival of new shims in December (mainshaft drive side above,
timing side mainshaft below are examples) enabled me to get
on with assembling bottom half
The
arrival of new shims in December (mainshaft drive side above,
timing side mainshaft below are examples) enabled me to get
on with assembling bottom half |
|
|
|
|
|
|
 Norton
500 Inter crank, ready to fit, as covered in a previous article
Norton
500 Inter crank, ready to fit, as covered in a previous article |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Starting
the shimming process - place crank in timing side crankcase
Starting
the shimming process - place crank in timing side crankcase |
|
|
|
|
|
|
|
|
|
|
|
|
|
Having prepped all the lower end components and fitted bearing
and oil pump, by October I was ready to start reassembly. Frankly,
I knew I would get to a point with this build where I could not
go any further until Ithe new batch of shims I was waiting for
were ready, but I got the call just before Xmas that a large batch
of laser cutting, including full engine shim sets, was ready for
me and coming home from work late one friday night there were
2 large box’s sat in the hallway waiting for me, including
the all important shims..
Shimming a cammy Norton engine is quite straight forward; it is
just a case of doing it in the right order and being methodical.
The first stage is to shim the crankshaft so the con rod is sitting
central to the crankcase centre line. As the crankshaft is locked
to the timing side crankcase main bearing (for the purpose of
securing the bevel gears), therefore, it follows that this side
is shimmed first.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Measuring
width of conrod, so I can work out centre point and therefore
half width of conrod
Measuring
width of conrod, so I can work out centre point and therefore
half width of conrod |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 At
least my thumb is in focus . . .
At
least my thumb is in focus . . .
Now working out if crank is central (taking into account Bigend
Sidefloat) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Shimming
the Crankshaft in the Crankcases
To start I set the crankcases down on a clean work surface and
then take a rough guess at what shim will be needed I.e. 20 thou,
(if you have a crank that has already come out of an engine, then
the shims previously fitted are a good starting point). As this
was the case with my engine I picked a shim of the same thickness
as originally fitted and slid this onto the timing side mainshaft
before dropping the crankshaft down gently into the waiting timing
side crankcase. Spin the crankshaft just to see everything is
seating ok, then I fit the drive side crankcase over the top and
fit approx 3 engines bolts in place, just to loosely clamp the
crankcases together. This allows you to bring the crankcases and
crank into the vertical position and while pushing the crankshaft
up against the timing side bearing, you can check how central
the conrod sits relative to the crankcase centre line. You need
to remember to take a ‘median’ figure for the conrod,
as it will have some sideplay on the Bigend pin, so just slide
it one way and the other and ensure you measure the shimming with
it sat central. If everything is moving around a bit too much
you can temporarily fit the bevel gear, oil pump drive gear and
LH crankshaft nut, to pull-up the crankshaft to the bearing. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Having
now worked out with a 'starter shim' how close I am, I fit the
correct shims for the timing side crank and fit them up against
flywheel
Having
now worked out with a 'starter shim' how close I am, I fit the
correct shims for the timing side crank and fit them up against
flywheel |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Placing
the drive side crankcase on top for the first time, without
drive side shims - if the flywheels lock up at this point, you
really do have a problem!
Placing
the drive side crankcase on top for the first time, without
drive side shims - if the flywheels lock up at this point, you
really do have a problem! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Once
the crankshaft is shimmed central to the centreline, you can then
measure the end float on the drive side mainshaft, as the drive
side roller bearing will be floating. I am really not sure how
critical it is to accurately shim this side, but I don’t
like the idea of a the inner roller bearing being able to move
up and down excessively on the shaft, so I normally aim to leave
at least a couple of thou of remaining end float, to allow for
expansion etc. To work out how much end float the engine has at
this stage, I turn the crankcases on their side again, timing
case down, and temporarily fit an engine sprocket and sprocket
nut. I can then use a dial gauge and a large set of tyre levers
under the sprocket (using wooden blocks against the crankcase,
so as not to mark them) to lift the crankshaft, until it meets
the roller bearing, and then let it drop again. With the dial
gauge touching the outer face of the engine sprocket this is a
very good way of measuring the available end float. In the case
of this engine I had about 40 thou remaining, so fitted shims
to just leave a few thou remaining, last job after fitting the
shims was to repeat the process and just ensure that everything
still tallied with shims fitted, and there was just a little bit
of positive float remaining – i.e. the crankshaft did not
lock up as I tighten the crankcase bolts! (which I have had happen
before) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Using
a tyre lever to push up the crank to ascertain the amount of
end float on the drive side mainshaft, before fitting appropriate
shims.
Using
a tyre lever to push up the crank to ascertain the amount of
end float on the drive side mainshaft, before fitting appropriate
shims.
Spot the deliberate photoshoot error - I havent put the magnetic
stand and dial gauge on yet . . . just pretend that they are
there! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Same
process, from a different angle. using steel blocks to ensure
as rigid a surface as possible, with blocks on mating face,
not on the dowels
Same
process, from a different angle. using steel blocks to ensure
as rigid a surface as possible, with blocks on mating face,
not on the dowels |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Now,
with shims for crankshaft calculated, final oiling of Bearings
with Castor oil before final assembly . . .
Now,
with shims for crankshaft calculated, final oiling of Bearings
with Castor oil before final assembly . . . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 .
. . and fit the final shims on the crankshaft, as well as covering
that liberally in oil as well, to protect it from rust (in the
event this rebuild takes another 5 years!)
.
. . and fit the final shims on the crankshaft, as well as covering
that liberally in oil as well, to protect it from rust (in the
event this rebuild takes another 5 years!) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Final
Crankcase Assembly
Now the crank shimming is complete I can at last do the final
assembly of the crank into the crankcases. I think this is the
point of an engine build where you finally feel you have reached
a threshold, when you can sit the crankcases upright and be able
to spin the crankshaft and see everything moving freely. There
is not much to do in preparation for this, other than to give
the mating crankcase surfaces a final clean and scrape, to ensure
they provide the best chance of an oil tight seal. Incidentally,
I use a 1” x 0.5” HSS (High Speed Steel) lathe tool
for this job), about 3 inches in length. I ‘wet stone’
it to ensure the edge is keen, but use a very blunt (approx 80
degrees) angle to ensure it does not dig into the alloy too much.
On the other end, I wrap Gaffa tape so that I can hold it in reasonable
comfort. Although that all sounds very impressive, I actually
still think the best tool there is for removing old gasket material
is your fingernail, I just always end up breaking them!
At this point, I also have a final inspection of both crankcase
half’s and just ensure that everything else looks ok, and
nothing has found its way into any oilways or the bolt and screw
holes while all the other tasks have been in progress. A good
thing to ensure you check is the sump pick-up oilway, as this
can very easily pick up solder from the process of soldering over
the screw heads when fitting the bearing plates. Another thing
is to check all the surrounding holes for the engine bolts, as
if these have not all been cleaned and had a bolt put through
them as part of the previous operation, they may still have dirt
in them, and the final mating of the crankcases may be the point
where the dirt gets pushed out, and onto the silicon sealer, on
the mating faces
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Flywheels
going into the crankcase (always timing side first), for the
final assembly. Ensure no castor oil goes onto the mating surfaces
at this stage
Flywheels
going into the crankcase (always timing side first), for the
final assembly. Ensure no castor oil goes onto the mating surfaces
at this stage |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 A
very pretty collection of newly manufactured brass crankcase
one-way valves (and probably the first time since Norton last
made them you would have seen this many together!)
A
very pretty collection of newly manufactured brass crankcase
one-way valves (and probably the first time since Norton last
made them you would have seen this many together!) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
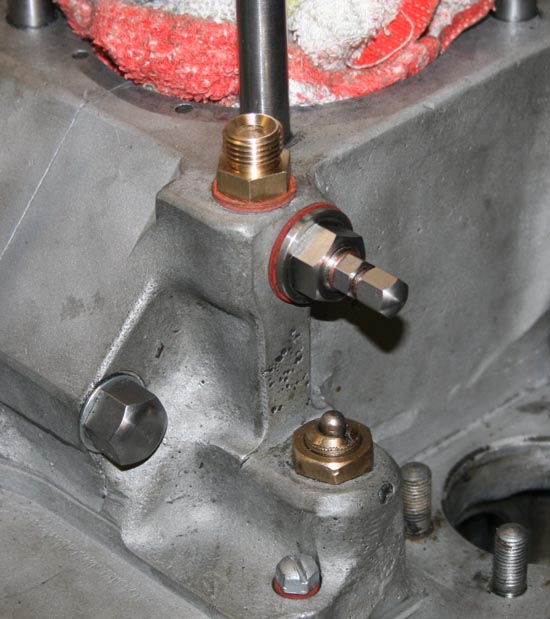
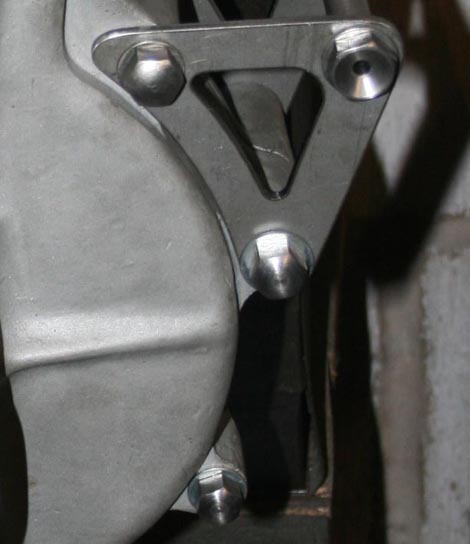
Fitting
a Breather Valve
At this point I also realised I had not re-fitted a one way breather
valve on the drive side crankcase, this is the brass fitting that
sits directly above the main bearing housing. This valve is often
mistaken by restorers for the very similar straight-through breather
which is used elsewhere on this and similar engines (including
the pushrod and sidevalve engines). However, the one in this location
is most definitely a one way breather valve, and is fitted with
the screw in component facing outwards – i.e., so the valve
can blow out crankcase pressure, but not suck in.
I am not sure just how vital these one way valves are to the overall
breathing behaviour of a cammy engine (or any other of the Norton
engines that use similar valves), but I get a lot of enquiries
from customers telling me their engine does not seem to be oiling
properly, or not breathing properly, or pumping out oil excessively
etc, and in all cases, one of the things I ask them to check is;
is this valve fitted the right way round? And is it actually a
one-way valve, i.e. has the person that built the engine by mistake
fitted a straight-through breather instead?
This may sound like obvious stuff, but this valve is now extremely
hard to find and if you go round the autojumbles and look at any
Norton single engines you may find - look at the number of them
where this valve is not present, or is very badly chewed, where
someone has tried to remove it and only succeeded in removing
the hexagon flats (due to the valve being so closely fitted to
the crankcase wall, a special thin spanner is required to get
a full grip of it).
At this point I go into my full salesman mode (!) and say that
I am pleased to say that I can now supply these one way valves,
identical to the original Norton valve in appearance and operation.
Note: Appearence? some may question - werent these valves\breathers
dull nickel plated? Well I have seen some of the straight-thru
breathers plated, but I have also seen them in plain brass, and
definitely the one-way valve is normally in plain bass, so I think
this finish is more original.
Of late, I have been experiencing the same issue of not being
able to find these valves myself, every time I was rebuilding
a new engine I was finding either the valve was badly chewed,
or just not present at all – so I have been robbing them
from every old crankcase I have, so it has been high up on my
manufacturing list for some time.
Therefore, in late Summer 2010 I had commissioned one of my normal
manufacturers to make a large batch of the main valve bodies,
which were finished by early Winter, along with a smaller batch
of the special screw in centres, which turn a normal breather
into a one-way valve. If you look at original Norton breathers
you will see that many of them are actually the same outer body,
complete with internal thread, but do not have the inner body
fitted. I made enough outer bodies to be able to offer both types
– the one-way valve and the plain breather. In manufacturing
the one-way valves I was also careful to use higher quality stainless
balls, to ensure that they are less prone to rust and lock up
if left for long periods without use.
If you need one of these valves (I am in salesman mode again!)
then this link takes you to the item on my online catalog:
Online
Catalog: One-Way Valve
So it was nice (and no coincidence!) that I was able to take the
first of these newly manufactured one-way valves and fit it, with
red fibre washer underneath into the drive side crankcase, which
can be seen in the accompanying photograph – and how satisfyingly
nice it looked once fitted! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
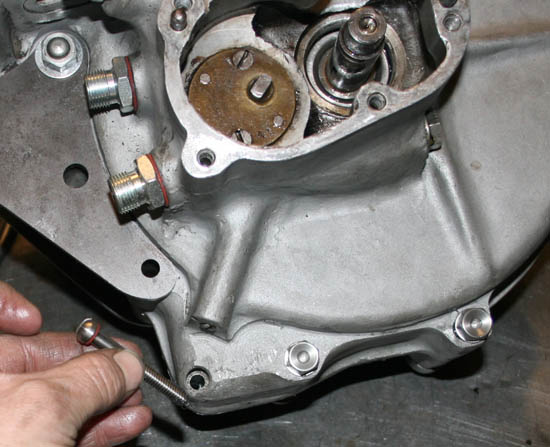
 Final
bolting up of crankcase halfs, having applied silicone gasket
sealer before hand. Notice one-way valve now fitted
Final
bolting up of crankcase halfs, having applied silicone gasket
sealer before hand. Notice one-way valve now fitted |
|
|
|
|
|
|
|
|
|
|
|
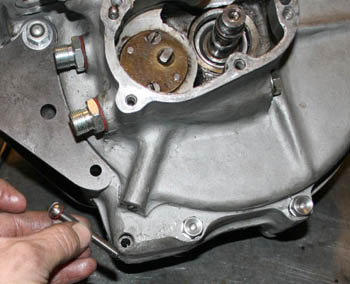
 As
can be seen here, I also used one of the new straight-thru breather
unions for the cambox oil feed. Note as well the new stainless
barrel oilfeed bolt and lipped nut - also available now on the
online catalog, as well as a complete kit
As
can be seen here, I also used one of the new straight-thru breather
unions for the cambox oil feed. Note as well the new stainless
barrel oilfeed bolt and lipped nut - also available now on the
online catalog, as well as a complete kit |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 And
not forgetting the sump screw
And
not forgetting the sump screw |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Final
Bolt Up and Assembly
So having cleaned the mating surfaces one last time, fitted one-way
valve, given the crankshaft a final blow over with an airgun (a
great investment if you haven’t got one, look for a small
portable electric compressor and fit it under the bench), fit
the required shims and then squirt a copious quantity of castor
oil over the polished flywheels and spread it all over - to ensure
they do not rust . . . in case the engine ends up not being ran
for another 2 years (that tip comes knowing my own rebuilds very
well!), before carefully dropping the crankshaft into place in
the timing crankcase. I smear one mating face with my favourite
Threebond gasket sealant (a specialist sealant, used by the trade
– not cheap, but the best you can get) and then carefully
place the drive side crankcase over the mainshafts and fit all
the engine bolts (including engine plates in this case, as I had
them to hand) and tcase sump screw. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
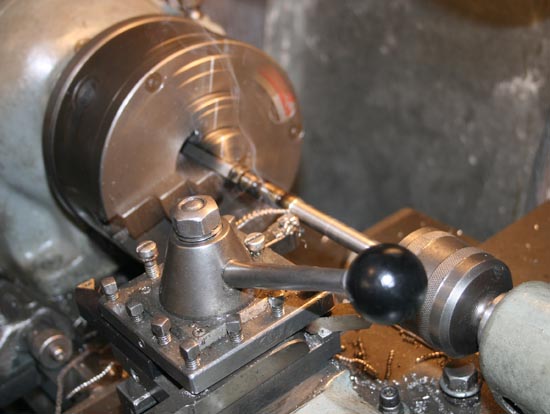
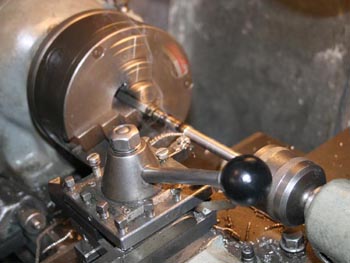 Machining
stainless steel Norton engine bolts from Hexagon bar, on my
Smart and Brown lathe
Machining
stainless steel Norton engine bolts from Hexagon bar, on my
Smart and Brown lathe |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Engine
Bolts
Ahh, I forgot to mention, as a little diversion to building the
engine, I had realised a few weeks before I got to this stage
that I would need to make up a full set of engine bolts.
When I had initially embarked on this build
I had promised myself I would not get bogged down with a concour’s
build - after all, I wanted this bike to be primarily a ‘slave’
bike for testing new bits. But on inspection, although I had
found a number of reasonable original Norton engine bolts in
my collection, I could not make up a complete set, all of the
right length, with heads all matching. Added to this, I also
realised that I was no more than an unwilling host to my own
compulsive disorders(!), and that a quick build was never really
going to happen! In the case of the engine bolts, if I did nothing
and used the very second hand looking originals, I would always
look at them and be pissed off with myself for them looking
crabby. Add to this, although original engine bolts look nice,
I would need to get them dull nickel plated (not so easy these
days) and I have got used to (and spoilt) by always fitting
stainless steel – and not having to worry so much about
leaving the bike out in the rain!
So, in the depths of October - as the time had now moved on,
I spent a couple of Sunday afternoons machining a complete set
of engine bolts from hexagon stainless steel, with the correct
Norton style ‘reduced head’ finish (i.e. the ‘across
flats’ spanner size on a Norton engine bolt is smaller
than would normally be expected for 0.5” shaft diameter.
This is a very time consuming process, not to mention being
very manual - I do not have any CNC machines in my own workshop
– only a very old but accurate Smart and Brown Model A
Toolroom lathe of approx 1950’s vintage. It would have
been very easy to just take round bar length and thread it both
ends – i.e. a stud, and fit a nut on both ends (as was
done with the bigger Norton engine bolts). However, I prefer
to use bolts, with a fixed head on one end, therefore they have
to be machined down from stainless hexagon bar. Admittedly the
lathe has an automatic traverse, so I just get each one setup,
using a revolving centre to hold it at the end, take smallish
cuts and engage the traverse. Then, other than the regular squirt
of oil to lubricate the cutting tool, it is a case of just watching
while I dream of the finished bike! For threads I ensure I am
using the correct thread that Norton would have used for that
diameter bolt, either 26 tpi Cycle for the smaller bolts or
20 tpi Cycle for the larger ones. Often I will setup a Coventry
Die Head with the correct thread cutters for these bolts, as
I have made tooling to fit these devices on my lathe’s
cross-slide, but with such a small a quantity as this I ended
up using good quality HSS Cycle dies and taps instead. In fact
I actually ended up making up two full sets of bolts in the
end, so I had a spare set for the next build, but still - that
is hardly a ‘production batch’!
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Machined
Norton bolts, along with lasercut Norton International front
engine plates (available from my online catalog for both 350
and 500)
Machined
Norton bolts, along with lasercut Norton International front
engine plates (available from my online catalog for both 350
and 500) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
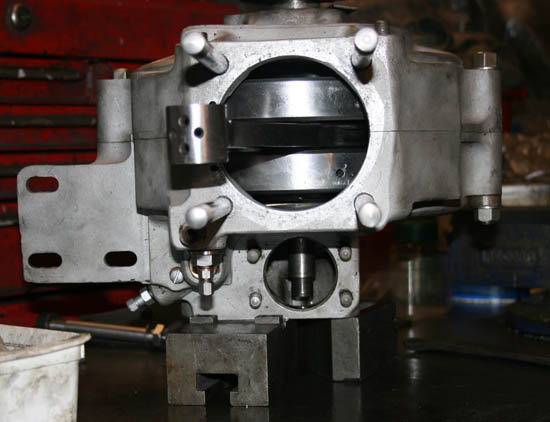
 Crankcase
assembly sat on bench, fully bolted up and ready to commence
the next step - bevel case assembly
Crankcase
assembly sat on bench, fully bolted up and ready to commence
the next step - bevel case assembly |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
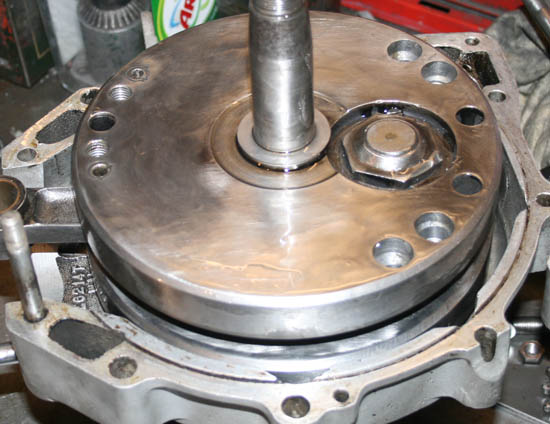
 And
driveside of the same crankcase, now starting to resemble a
proper Norton cammy engine again!
And
driveside of the same crankcase, now starting to resemble a
proper Norton cammy engine again! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
While
I think about it, the business of making engine bolts on the lathe
makes me think – there is a nice little article - to explain
what Coventry Die Heads are, as outside of the commercial engineering
industry they are not really known, but are a great tool if you
have lots of the same size bolt to make and want very high quality
threads. Although a little bit outside the realm of normal motorcycle
restoration, if you are interested in what they are and what they
do, then take this link to a little article I have just written:
Coventry
Die Head Article
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|